
|
联系方式 联系人:赵华 座 机:0951-8979316 手 机:13995473150 |
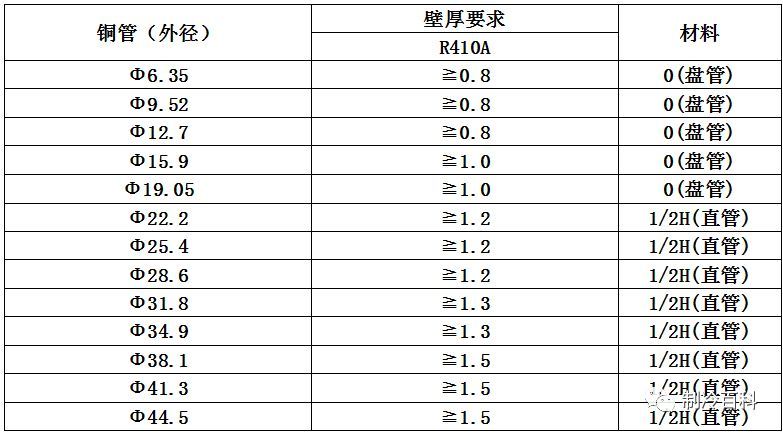
制冷铜管配管保养与焊接操作发表时间:2024-07-17 11:02 材质为脱磷无缝紫铜管TP2M (TP2Y),满足国标GB/T17791-2007《空调与制冷用无缝铜管》的要求,常用型号规格如下: TP2M (TP2Y)中: T代表铜; P代表磷; 2代表2号铜; M代表软态 Y代表硬态。 TP2为磷脱氧铜是熔解高纯度的原材料,把熔化铜中产生的氧气用亲氧性的磷(P)脱氧,使其氧含量降低到100PPm以下,从而提高其延展性、耐蚀性、热传导性、焊接性、抽拉加工性,在高温中也不发生氢脆现象。磷脱氧铜可使用于制冷空调、热交换器、散热器、缸垫等多种用途。TP2中含磷0.015。
家装多联 铜管数量较少,施工周期短,并且几乎不存在被盗风险,故在房间内寻找一处人员走动少的地方铺设 防雨布,将铜管密封放置于上面便可。
商用多联 整个工期施工较长,铜管需要考虑防火、防潮、放盗等。建议设立一仓库集中保管并设立专门人员进行看守,各楼宇根据自己所需要数量提前去仓库进行支取,楼宇较少可在楼宇内设置仓库。
配管操作 必要性:铜管在配管之前要保证内部清洁、干燥。防止系统产生冰堵、脏赌导致制冷效果不好甚至烧毁压缩机的发生。
工具准备:白毛巾、牵引铁丝、工业酒精(三氯乙烯)、高压氮气、电工胶布(堵头) 图片 操作方法:对于盘管,管径较小,管路弯曲,无法通过化学溶液擦洗的方法对管路内部进行清洁,故只能用高压氮气对其进行高压吹扫的方式。而对于直管,管路较粗,可以用铁丝牵引被工业酒精浸湿的白布进行铜管内部的清洁。
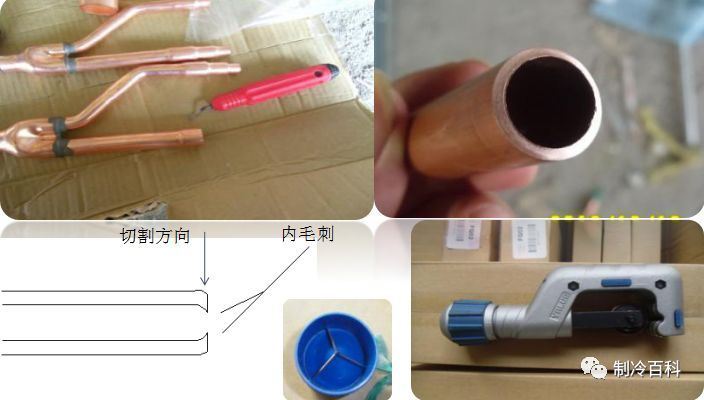
铜管切割:铜管配管中难免有过长或者拼接情况,铜管过长需割断,为了保证断面平整方便拼接焊接或者扩口等操作,必须使用割管刀,避免使用除割管刀以外的任何工具进行对铜管的切割工作,否则的话使用其他工具导致的不平整断面会影响以后的焊接、扩口等操作质量,直接影响到系统气密性。 工具:割管刀、去毛刺器
操作方法:针对所需要割断的铜管选择大小合适的割管刀,卡紧铜管,但不要过紧导致铜管变形以及切割困难。割管刀每旋转一周,手柄也要跟进旋转卡紧铜管,直至自然割断,不可用手直接掰断。割断之后需进行去内部毛刺。
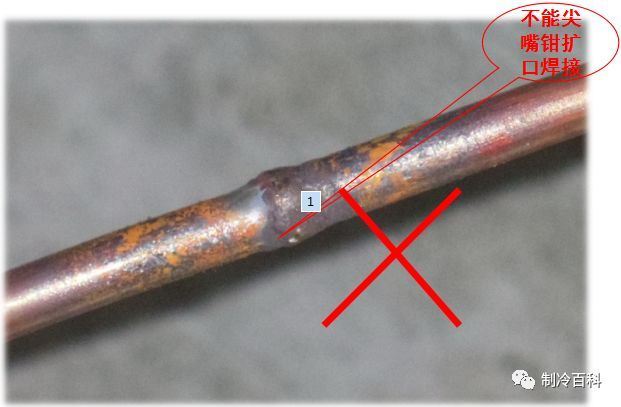
胀管:同管径铜管拼接时,为了保证焊接质量需要对一端铜管进行扩杯型口或者采用直通连接,而扩杯型口需要使用胀管器。不可扩喇叭口连接,更不可用尖嘴钳扩口直接进行焊接,否则会导致焊接质量下降,极有可能泄漏冷媒。
工具:去毛刺器、胀管器
操作方法:根据所胀管的管径选择大小相应的扩头,并安装好。为防止在扩口时管路边缘破裂,应先用扩头尖部进行胀管,然后再将整个扩头插入铜管,均匀用力直至杯型口成型。 扩管:为了保证内外机喇叭口连接处冷媒不泄露,对铜管的扩口必须采用扩口器,严禁使用其他工具代替。
操作方法:根据管径选择大小相应的靠模,预留出大小合适的长度后,压紧靠模,将扩口器锥形扩头旋转至最上端,然后将扩口器固定在靠模上,慢慢旋紧,直至喇叭口成型
弯管:小于12.7的管径由于管路较软,不容易形成死弯,可采用手弯。而小于19.05的管径管路壁厚,容易形成死弯,弯管时严禁使用手弯,必须采用弯管器进行弯管
操作方法:选择大小合适的弯管器,将弯管器两个手柄调至刻度为0处,将铜管放入弯管器卡槽,一只手固定一只手柄,另一只手均与用力,直至弯曲角度达到所需要值为止。 钎焊是采用比焊件金属熔点低的金属作钎料,将焊件和钎料加热到高于钎料、低于焊件熔化温度,利用液态焊料润湿焊件金属,填充接头间隙并与母材金属相互扩散,以实现连接焊件的一种方法。
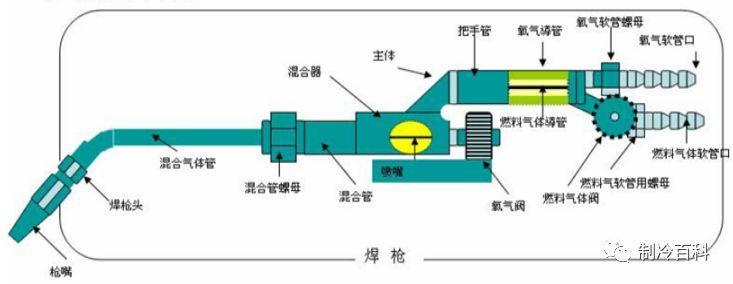
焊枪操作: 1、打开氧气阀; 2、打开燃料阀; 3、点火; 4、调节氧气阀和燃料阀至中性火焰; 5、关闭燃料阀; 6、关闭氧气阀。
焊接方法: 1、充氮:焊件内部需充入氮气以保护焊件内部在加热的过程中不被氧化; 2、预热:火焰为略微浅红色、此时可添加钎料; 3、添加钎料:均匀添加、依靠毛细作用使钎料吸入焊缝; 4、回火处理:对接头处再次加热到铜管变色,即进行回火处理; 5、撤销氮气:待焊件冷却后方可撤走氮气; 注:焊接时不可移动焊件! |